







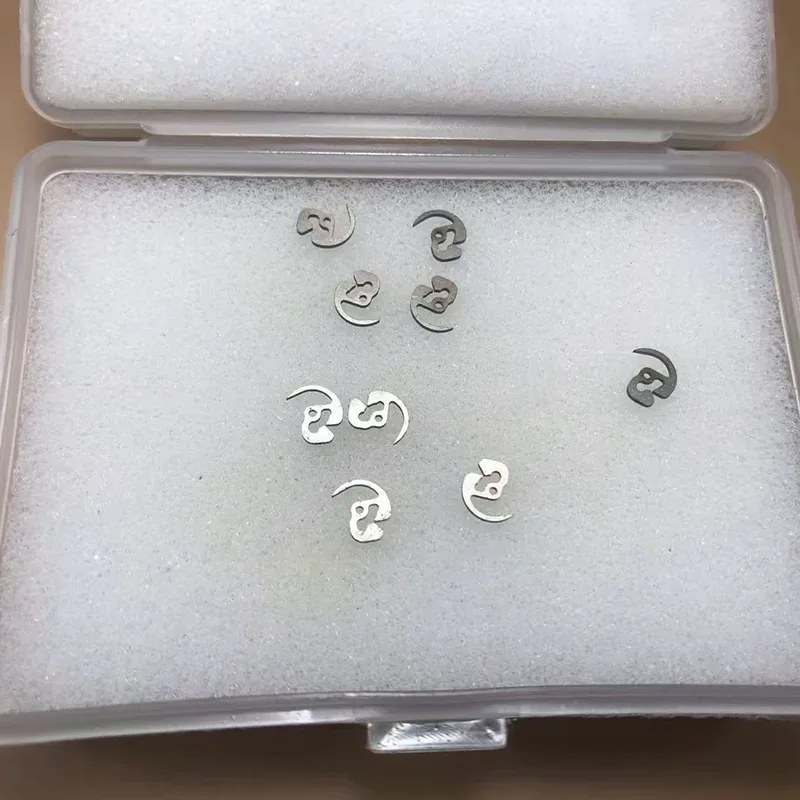
Dispositivi medici e parti di impianti
Xincheng è un produttore, fornitore ed esportatore leader in Cina di dispositivi medici e parti di impianti. La tecnologia di lavorazione CNC per dispositivi medici e impianti è diventata una tecnologia di supporto fondamentale per la produzione di dispositivi medici e impianti grazie al controllo di precisione a livello di micron, alla capacità di formare geometrie complesse e alla ripetibilità stabile del processo.
Invia richiesta
Descrizione del prodotto
La tecnologia di lavorazione di precisione per dispositivi medici e parti di impianti, con il suo controllo di precisione a livello di micron, la capacità di formare geometrie complesse e la ripetibilità stabile del processo, è diventata una tecnologia di supporto fondamentale per la produzione di dispositivi medici e componenti di impianti. Questi componenti sono direttamente correlati all’accuratezza della diagnosi medica, alla sicurezza delle procedure chirurgiche e alla compatibilità a lungo termine degli impianti con il corpo umano. Il loro processo di produzione deve soddisfare contemporaneamente prestazioni meccaniche, biocompatibilità e rigorosi requisiti normativi del settore, rendendolo un sottocampo chiave nel settore della produzione medica di fascia alta.
Categoria tecnologica
I dispositivi medici e le parti di impianti lavorati a CNC comprendono due categorie principali: "non impiantabili" e "impiantabili". Il primo è il nucleo funzionale dei dispositivi medici, mentre il secondo è un “componente di supporto vitale” che sostituisce i tessuti umani danneggiati. Nel campo delle apparecchiature diagnostiche, la sua precisione determina la stabilità operativa dei cuscinetti rotanti CT e l'uniformità del campo magnetico delle bobine di gradiente MRI; nel campo degli impianti, la sua precisione geometrica influisce direttamente sulla durata delle articolazioni artificiali e sull'effetto di osteointegrazione degli impianti dentali. I dati mostrano che i componenti degli impianti fabbricati utilizzando la lavorazione di precisione CNC hanno un tasso di complicanze cliniche inferiore di oltre il 60% rispetto a quelli fabbricati con metodi tradizionali, aumentando contemporaneamente al 45% il tasso di localizzazione dei componenti principali per le apparecchiature mediche di fascia alta.
Principali proprietà dei materiali e compatibilità di lavorazione
La selezione dei materiali è la fase principale nella lavorazione CNC di dispositivi medici e parti di impianti. Deve soddisfare contemporaneamente tre requisiti principali: biosicurezza, compatibilità meccanica e fattibilità della lavorazione. I materiali principali e le loro caratteristiche di compatibilità sono i seguenti:
1. Materiali metallici: Core Carrier per impianti
- Lega di titanio (grado Ti-6Al-4V e ELI): essendo il materiale preferito per gli impianti ortopedici e dentali, vanta una resistenza alla trazione di 860 MPa e una densità di soli 4,5 g/cm³, combinando elevata resistenza e vantaggi di leggerezza. Inoltre, presenta un'eccellente biocompatibilità, formando un legame stabile con l'osso umano. Durante la lavorazione CNC, è necessario utilizzare utensili con rivestimento diamantato (tasso di usura ≤5μm/h), abbinati a una velocità del mandrino di 8.000-12.000 giri/min, per evitare problemi di incollaggio dell'utensile causati dalla scarsa conduttività termica del materiale, garantendo la precisione della filettatura e della superficie.
- Lega cobalto-cromo (CoCrMo): adatta per componenti di interfaccia di attrito di articolazioni artificiali, la sua resistenza all'usura è tre volte quella della lega di titanio e la sua resistenza alla corrosione soddisfa gli standard ISO 10993. Le macchine utensili CNC a cinque assi, attraverso la lavorazione con angolo di contatto costante dell'utensile, possono controllare la rugosità superficiale fino a Ra ≤ 0,4 μm, riducendo la generazione di particelle di usura durante il movimento del giunto.
- Acciaio inossidabile 316L: utilizzato per componenti dell'albero di strumenti chirurgici e connettori per apparecchiature per dialisi. Con un contenuto di carbonio ≤0,03%, dopo la lavorazione CNC e il trattamento di passivazione, si forma uno strato protettivo di ossido stabile, che fornisce resistenza alla corrosione dei fluidi corporei per oltre 10 anni. Durante la lavorazione, viene utilizzato un piano magnetico per un bloccaggio non distruttivo, insieme a un refrigerante di tipo medico per evitare la contaminazione della superficie.
2. Materiali polimerici: preferiti per componenti funzionali
- PEEK (polietereterchetone): le sue proprietà radiolucenti lo rendono un materiale ideale per i dispositivi di fusione spinale, evitando l'interferenza degli impianti metallici nella diagnosi per immagini postoperatoria. La lavorazione CNC utilizza un dispositivo di assorbimento del vuoto (precisione di posizionamento ≤±2μm) e il microtaglio (profondità di taglio ≤0,05 mm) controlla la deformazione termica del materiale, garantendo la precisione di adattamento intervertebrale del dispositivo di fusione.
- PTFE (politetrafluoroetilene): utilizzato per pistoni di siringhe e guarnizioni di tubi. Durante la tornitura CNC, la velocità di avanzamento deve essere ridotta a 0,01-0,03 mm/giro per ottenere una precisione superficiale di Ra≤0,2μm, riducendo i residui di farmaco e la resistenza alla spinta.








Tag caldi: Dispositivi medici e parti di impianti, fornitore, produttore
Categoria correlata
Parti per elettroerosione a filo
Parti dello stampo per stampaggio metalli
Attrezzature per utensili di precisione
Parti meccaniche CNC
Tornio CNC
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.
prodotti correlati





