

Casa > Prodotti > Parti per elettroerosione a filo > Inserto per fustellatura per stampaggio di precisione

Inserto per fustellatura per stampaggio di precisione
Shenzhen Xincheng Precision Technology Co., Ltd. è specializzata nella lavorazione per elettroerosione a filo lento ultraprecisa, nel taglio di profili su microscala, nella lavorazione di precisione del carburo di tungsteno e nella produzione di componenti per stampi di precisione. L’azienda è dotata di macchine per elettroerosione a filo lento ad alta precisione, come Sodick AP250L e Seibu MM35HP, nonché di sistemi di ispezione automatica Keyence serie IM. Ciò ci consente di intraprendere progetti di microlavorazione altamente impegnativi e di altissima precisione e di fornirvi inserti per fustellatura per stampaggio di precisione di alta qualità.
Invia richiesta
Descrizione del prodotto
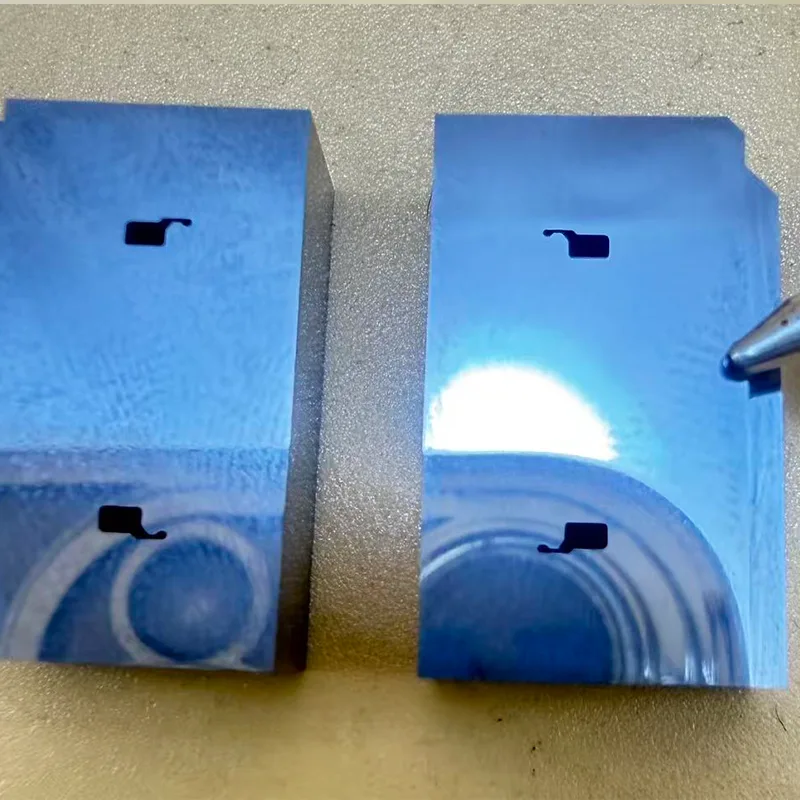
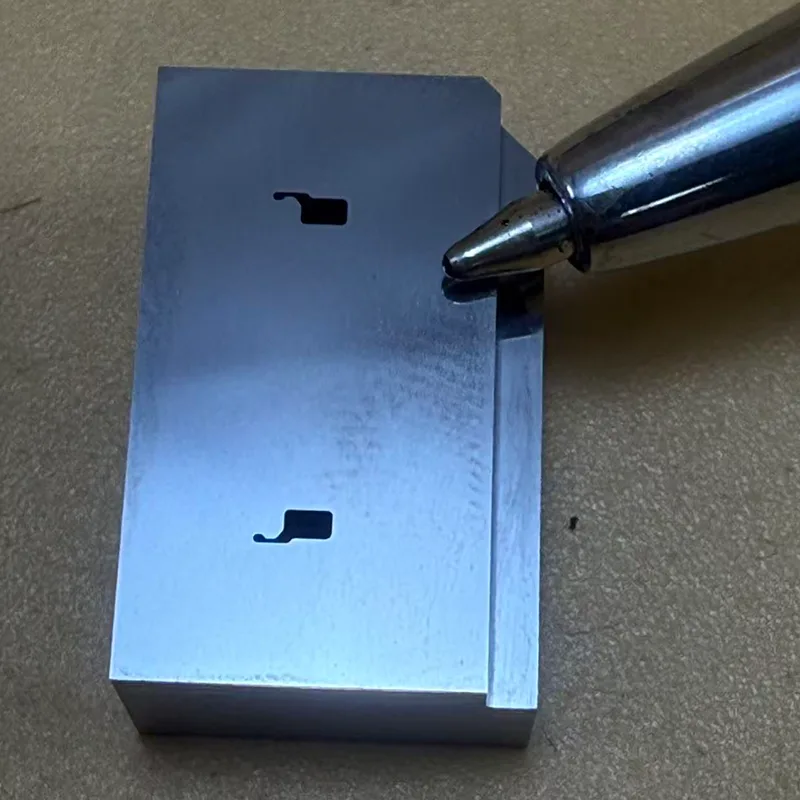
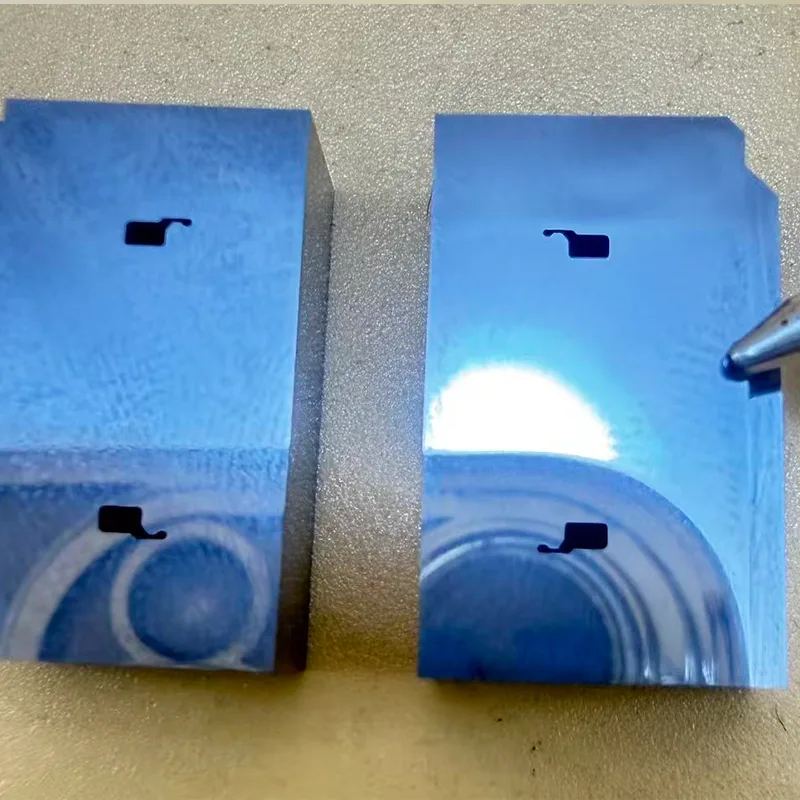
Questo caso di studio descrive in dettaglio un progetto di lavorazione per elettroerosione a filo lento ultrapreciso per un inserto per fustellatura per stampaggio di precisione di fascia alta. L'inserto è realizzato in carburo cementato KD20 (carburo di tungsteno), con una durezza del materiale di HRA 90–92; rappresenta un tipico esempio di componente di stampo ultrapreciso ad elevata durezza ed elevata fragilità. La geometria del prodotto incorpora microprofili complessi, taglienti diritti con conicità zero e complesse strutture rastremate di precisione. Questi inserti sono ampiamente utilizzati nei campi degli stampi per connettori, stampi per circuiti integrati e semiconduttori, hardware di precisione per nuove applicazioni energetiche e stampi per stampaggio elettronico di fascia alta.
Parametri di lavorazione
|
Articolo in elaborazione |
Dettagli sui parametri |
|
Nome del pezzo |
Inserto tagliente per stampaggio di precisione |
|
Attrezzature per il trattamento |
Macchina per elettroerosione a filo Sodick AP250L |
|
Diametro del filo dell'elettrodo |
Filo di rame ultrasottile da 0,05 mm |
|
Tecnologia di elaborazione |
1 taglio di sgrossatura + 8 rifilature di finitura |
|
Apparecchiature di prova |
Strumento automatico di misurazione delle immagini Keyence IM-1220 |
|
Materiale del pezzo |
Lega di carburo di tungsteno KD20 |
|
Durezza del materiale |
HRA 90~92 (circa HRC 69~72) |
|
Capacità di tolleranza dimensionale |
±0,001 mm |
|
Metodo di lavorazione esterna |
Processo combinato di taglio e rettifica del solido |
|
Struttura a lama dritta |
Lama dritta con conicità zero, altezza 2 mm |
|
Struttura di taglio conico |
Taglio conico vuoto a cerchio completo da 0,5° nella sezione inferiore |
Requisiti del processo di lavorazione principale
Il profilo esterno viene lavorato utilizzando una strategia combinata di taglio e rettifica per garantire che le dimensioni del riferimento vengano stabilite accuratamente in un'unica operazione, migliorando così la precisione complessiva dell'assemblaggio e la coerenza del riferimento.
La cavità interna presenta un sovrametallo di lavorazione su un solo lato di +0,005 mm. Attraverso molteplici passaggi di finitura, le dimensioni vengono gradualmente avvicinate per ridurre al minimo gli effetti termici e la deriva dimensionale.
Il tagliente dritto interno, alto 2 mm, è rigorosamente controllato per mantenere una conicità di 0° (zero), garantendo una qualità superiore della superficie di taglio di stampaggio e consistenza del tagliente.
La sezione inferiore del tagliente presenta una rastremazione di 0,5° (angolo di scarico) su tutta la circonferenza per migliorare la stabilità dell'espulsione degli scarti durante le operazioni di stampaggio continuo.
Ogni pezzo viene sottoposto a un'ispezione dimensionale completa utilizzando un sistema di misurazione delle immagini completamente automatico Keyence IM-1220, stabilendo un sistema di controllo a circuito chiuso tra lavorazione e ispezione.
AP250L + Filo da 0,05 mm + 1 Controllo di processo di taglio grezzo / 8 Taglio di finitura
La lavorazione viene eseguita utilizzando filo di rame ultrasottile da 0,05 mm, ponendo requisiti estremamente elevati in termini di stabilità dell'apparecchiatura, controllo della scarica elettrica e controllo della tensione del filo.
Durante il processo di lavorazione viene adottata una strategia di riduzione progressiva dell'energia di scarico ad ogni passaggio di finitura. Ciò comporta una passata di sgrossatura seguita da otto passate di finitura a bassissima energia per alleviare gradualmente lo stress residuo interno nel materiale in carburo di tungsteno KD20. Passaggi di finitura multipli riducono efficacemente lo spessore dello strato interessato dalla scarica elettrica, migliorano l'integrità strutturale del tagliente e prolungano la resistenza all'usura e la durata della lama.
Il controllo della compensazione del percorso a bassa energia viene applicato alle regioni su microscala per ridurre al minimo il rischio di taglio eccessivo negli angoli più piccoli e di danni termici alle caratteristiche strutturali più fini.
Durante operazioni di lavorazione prolungate, viene data priorità al mantenimento della stabilità della tensione del filo e dell'uniformità della scarica elettrica per mitigare i rischi di rottura del filo, scheggiatura degli angoli e deriva dimensionale.
Dopo otto passaggi di finitura, il tagliente ottiene una finitura a specchio senza bave, senza collassi e altamente lucida.
Sfide nella lavorazione di microstrutture
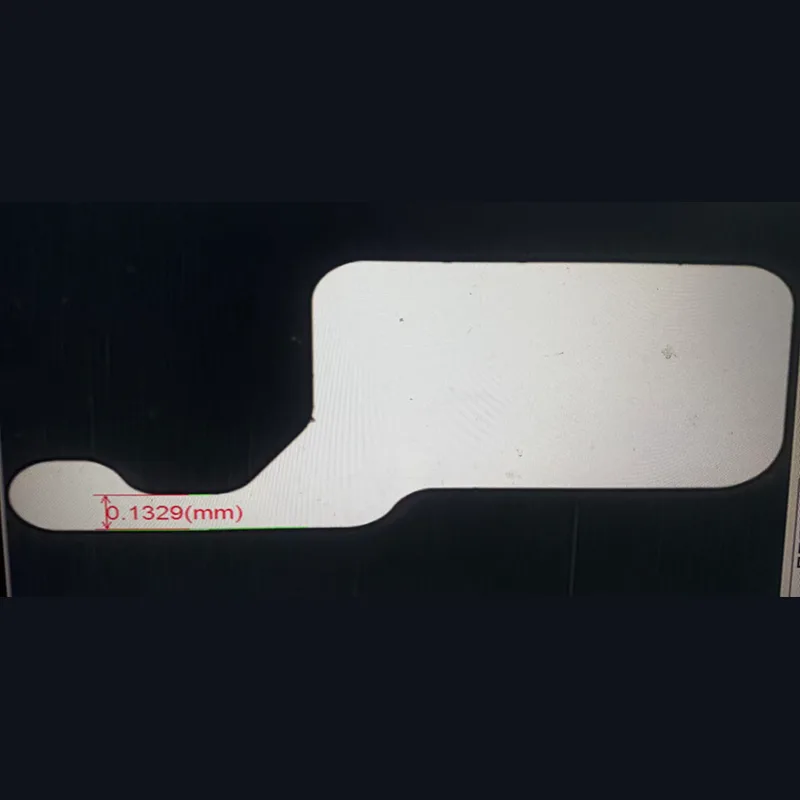
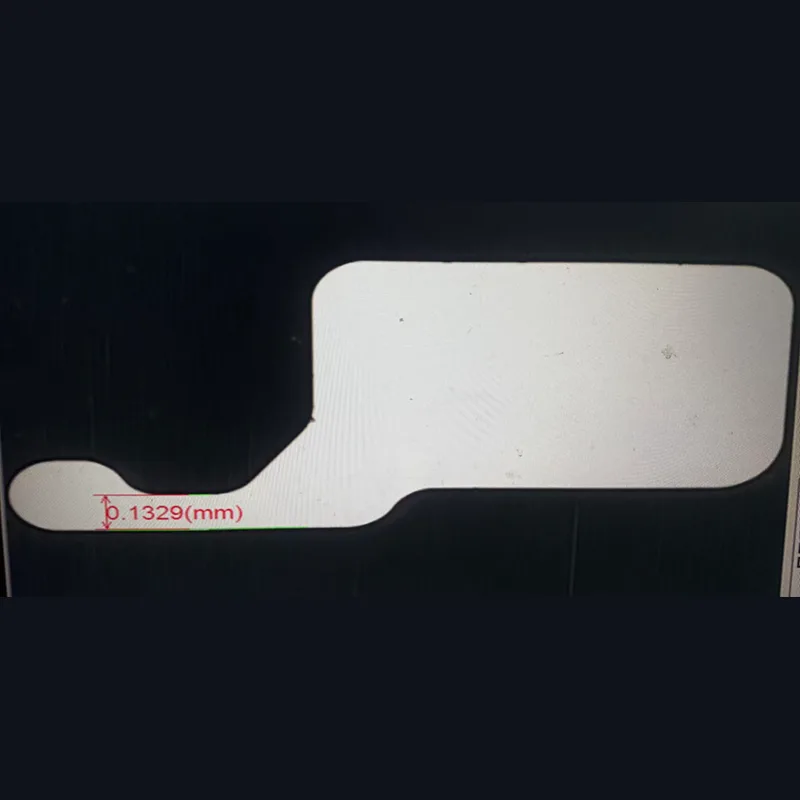
L'inserto per fustellatura per stampaggio di precisione rappresenta un esempio per eccellenza di una struttura ultraprecisa, su microscala e a geometria complessa. Il pezzo presenta angoli interni ultra-piccoli, taglienti micro-sottili, fessure ultra-strette e geometrie di taglio coniche complesse, con le caratteristiche strutturali più fini che misurano circa 0,1329 mm. Realizzato in carburo di tungsteno KD20, un materiale caratterizzato da elevata durezza e fragilità intrinseca, il pezzo impone requisiti estremamente rigorosi in termini di controllo dell'energia di scarica, stabilità termica, compensazione del percorso e controllo sincronizzato del taglio conico. Ciò è particolarmente critico quando si utilizza un filo di rame ultrasottile da 0,05 mm, dove anche la minima fluttuazione nella tensione del filo può compromettere l'integrità del tagliente e la stabilità dimensionale della parte.
Ambiente di lavorazione a temperatura costante controllata
Durante il processo di elettroerosione a filo ad avanzamento lento e ultrapreciso, l'ambiente dell'officina viene mantenuto a una temperatura costante. Controllando rigorosamente le fluttuazioni della temperatura ambiente, gli errori di dilatazione termica e la deriva dimensionale, che tipicamente si verificano durante operazioni di lavorazione prolungate, vengono efficacemente ridotti al minimo. Ciò garantisce una stabilità dimensionale costante durante i molteplici passaggi di finitura, soddisfacendo così i requisiti di lavorazione di ultraprecisione con una tolleranza di ±0,001 mm.
Controllo qualità e ispezione utilizzando l'IM-1220
Un sistema di misurazione delle immagini completamente automatizzato Keyence IM-1220 viene utilizzato per eseguire ispezioni di scansione automatizzate a livello di micron, eliminando così efficacemente potenziali errori associati alla misurazione manuale.
I parametri chiave di ispezione includono: le dimensioni dei contorni interni ed esterni, i sovrametalli di lavorazione su un solo lato, la perpendicolarità della sezione del tagliente da 2 mm, l'angolo di conicità di 0,5° e la finitura superficiale del tagliente.
Il sistema di ispezione è in grado di risolvere in modo affidabile tolleranze fino a ±0,001 mm e genera automaticamente rapporti di ispezione di qualità digitalizzati.
Utilizzando il feedback derivato dai dati di ispezione, i parametri di lavorazione e i valori di compensazione possono essere ulteriormente ottimizzati, stabilendo così un sistema di controllo a circuito chiuso che integra perfettamente i processi di lavorazione e ispezione.
Controllo qualità all'avanguardia
Attraverso molteplici fasi di finitura di precisione a bassissima energia, il tagliente finale rimane affilato, privo di bave, privo di collassi e privo di segni di bruciatura. Allo stesso tempo, questo processo riduce efficacemente al minimo il rischio di accumulo di texture di scarico e crepe microscopiche sui bordi, migliorando così la qualità della sezione trasversale stampata e prolungando la durata di servizio continua dell'inserto per fustellatura per stampaggio di precisione.
Campi applicabili
• Stampi per stampaggio di precisione
• Stampi per connettori
• Stampi per semiconduttori IC
• Componenti medici di precisione
• Stampi elettronici di precisione
• Hardware di precisione per applicazioni di nuova energia
Tag caldi: Inserto per fustellatura per stampaggio di precisione, Cina, produttore, fornitore, fabbrica
Categoria correlata
Parti per elettroerosione a filo
Parti dello stampo per stampaggio metalli
Attrezzature per utensili di precisione
Parti meccaniche CNC
Tornio CNC
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.
prodotti correlati





